





2021.03.18
お知らせ金属3Dプリンターのルール!【造れる形状と造形上の注意点】
こんにちわ。
株式会社タカノです。
当記事では金属3Dプリンターで造れるモノと金属積層造形のルールをご紹介します。
当記事は下記の2点を知りたい方へ向けて、ポイントを絞ってお伝えします。
「金属3Dプリンターでどのようなモノが造れるのだろう?」
「金属3Dプリンターの造形の制約やルールについて知りたい」
ぜひご覧ください。

金属3Dプリンターで造れるモノ。
それは「①複雑」「②中空化」「③一体化」形状です。
実際の造形事例を基にご説明いたします。
金属3Dプリンターで造れるモノ①複雑形状
金属3Dプリンターは従来の金属加工では造形が出来なかった複雑な形状を造形することに適しています。
■事例①:熱交換器のコンセプトモデル
・素材:アルミニウム(AlSi10Mg)
・特徴:ウェーブ状のパイプで表面積をアップすることで熱冷却効果の向上、0.3㎜の薄い板厚による部品の軽量化
ウェーブ状のパイプを無数に配置する複雑形状は、金属3Dプリンターだからこそ造形出来る形状です。
薄い板厚で造形することも出来るので、車体の軽量化が見込めます(例:F1などの高付加価値自動車、電気自動車)。



続いて、現在金属3Dプリンター技術において「ジェネレーティブデザイン(最適な工法を提案してくれる)」「トポロジーの最適化(最適な形状を提案してくれる)」がトレンドです。
■事例②:ジェネレーティブデザインのステアリングマウントコンセプトモデル
・素材:アルミニウム(AlSi10Mg)
・特徴:耐荷重性を保持したまま極限までの軽量化を実現
一つ一つの部品の軽量化の効果は微々たるものだとしても、これらの部品点数が多くなればなるほど軽量化の効果は絶大となります。
例えば飛行機などに軽量化パーツが数百点~搭載された場合は、一つ一つの軽量化が積み重なることで飛行機本体の重量が軽くなります。
それにより使用する燃料の軽減(=コスト削減)を実現すること可能です(海外の飛行機では3Dプリンターにより軽量化されたパーツが搭載されています)。
■事例③:フラクタルツリーヒートシンクコンセプトモデル
・素材:アルミニウム(AlSi10Mg)
・特徴:樹の構造に学び根本(幹)が太く先端(枝葉)へ向かうにつれて細くなるデザイン(放熱性が見込める)
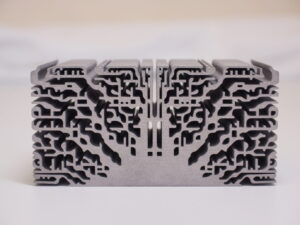
樹の枝葉、雪の結晶、鳥の骨格、毛細血管などは、自然が生み出した究極の設計と言えます。
3Dプリンター業界においてもジェネレーティブデザインに加え、サスティナブルデザイン(環境的に持続可能な設計)、バイオスフィア(生物圏)などの言葉を聞く機会も増えました。
未来の工業デザインはより自然、生物、有機体に近しいものとなっていくのではないでしょうか。
金属3Dプリンターではこのような複雑形状の造形を実現出来ます
金属3Dプリンターで造れるモノ②中空化(ハニカム・メッシュ・ラティス)
金属3Dプリンターは中空化(=空間の設計)が出来ます。
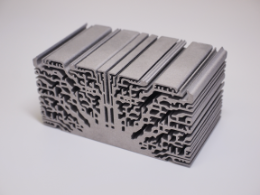
■事例④:中空化サンプル(はにかむリンゴいちご)
・素材:ステンレス(SUS316L)
・特徴:内部をハニカム(honey comb=ハチの巣)構造で造形、正六角形の集合体により強度を保持したまま軽量化を実現

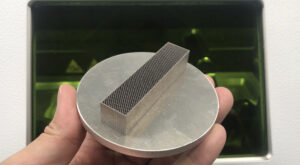
■事例➄:メッシュサンプル
・素材:アルミニウム(AlSi10MG)
・特徴:0.2㎜の薄板にてメッシュ形状を造形(フィルターなどへの利用を期待)
ラティス構造も造形出来ます(枝状に分岐した格子が周期的に並んだもの)。
樹脂3Dプリンターの事例となりますが、adidasのスニーカーでラバーソールに3Dプリンターの技術を活用したモデルがあります。
ラティス構造により通気性と弾力性を実現しています。
金属3Dプリンターではこのような中空化(=空間の設計)が可能です
金属3Dプリンターで造れるモノ③一体化
金属3Dプリンターでは部品の一体化を実現できます。
■事例⑥:フィンボール
・素材:ステンレス(SUS316L)
・特徴:内部のフィン(ブレード)とボールを一回で造形、自社名を入れるカスタマイズを実現


従来の造形方法では2部品を溶接して付けることで造形していました。
金属3Dプリンターでは一体化して造ることが可能。部品点数を削減し、合理化(=コスト削減)を実現することが出来ます。
■事例➆:一体型バキュームダクト
・素材:ステンレス(SUS316L)
・特徴:ダクト部とパイプ部を一体造形、シームレス(継ぎ目なし)設計により吸引力向上
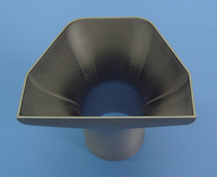
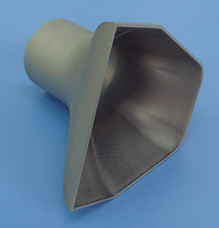
事例⑥同様に従来は2部品を溶接して造形するのですが、金属3Dプリンターでは一体化して造形することが出来ます。吸引部が滑らかな流線を描き、吸引力向上が見込めます。
金属3Dプリンターではこのような一体化した造形が可能です
金属3Dプリンターで造れるモノのまとめ
・「複雑形状」が造形可能(従来の金属加工では造形が出来なかった形状が造形できる)
・「中空化(=空間の設計)」が可能(部品の性能向上が実現できる)
・「一体化」が可能(コスト削減や部品の性能向上が実現できる)
金属積層造形のルール
「自由に造形できる」と思われがちな金属3Dプリンターですが、大きく3つの制約を考えなければいけません。
それは「サポート」「応力による反り」「湿度」です。
金属積層造形のルール: 1)サポート
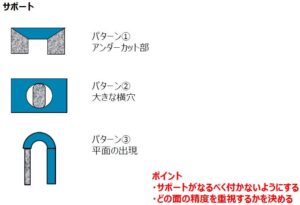
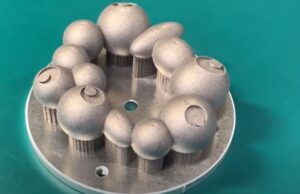
サポートとは造形品と一緒に造形をされる支柱のことです。下記図の中では、造形品の下にある”切り取り線のようなものが付いたもの”がサポートです。
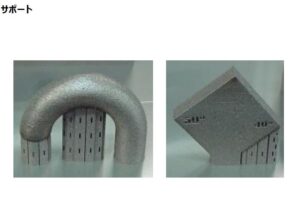
サポートの役割は大きく2つあり「造形姿勢を保つ」「熱を逃がす」ことです。
造形中に形状が崩れることを防ぐため、主に下記①②③箇所にサポートが生成されます(”ポイント”については後ほどご説明します)。
また熱応力により造形が崩れることを防ぐため熱を逃がす役割も担っています(”熱応力”については後ほどご説明します)。
印刷が終わった後に生成されたサポートを除去する必要があります。
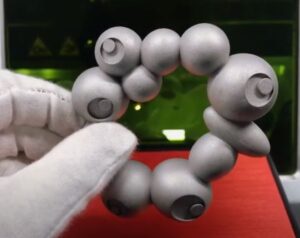
実際に金属3Dプリンターで造形したオブジェを例に、サポート生成から除去までの流れをご説明します
まず金属積層造形用のSTLデータから、プリントをスタートします。
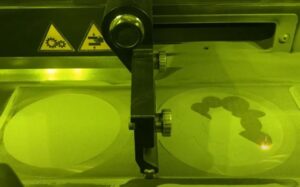
造形後に融解されなかった金属粉末材料の中から、造形品が出てきます。
付着した金属粉末を刷毛で落とします。
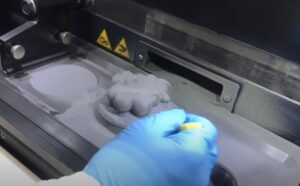
ハンマーなどを使って、付着した・内部に残った粉を落とします(事前に粉が抜けるように造形品に抜け穴を設けておきます)。

サポートが付いた形で姿を現します。
【注意】アルミニウムの粉は非常に微粒なため「吸い込まない為のマスク」「手に付着しないように手袋」を装着して作業を行ってください
マスクは顔に密着するように設計された「防じんマスク」を使用しましょう。
また手袋をして金属粉が手に付着しないようにしましょう。
サポートを除去していきます。

ニッパー・ペンチを使って除去することが出来ます(切ったり、ねじ切ったりするイメージです)。

内部のサポートを取る時にはピンポンチ・ピック&フックセットを使って行います。
ニッパーと併用し、サポートが多くある箇所はこのペンチでサポートを”むしり取る”と効率的に作業を進められます。
ニッパー・ペンチが届かない場所には、ピンポンチや、ピック&フックセットを使い除去します(サポートをかき出すイメージです)。
紙やすりで表面を仕上げます。

次にショットブラスト処理を行います。
紙やすりとショットブラストを2、3回繰り返すことで、表面がきれいに仕上がります。
具体的には、金属3Dプリンターからの造形上がり時はRa10±1㎜(少しザラザラした感触)ですが、紙ヤスリ&ショットブラストによりRa1㎜(スベスベした感触)程度まで仕上げることが出来ます。
造形品によってはより高い精度(寸法公差100分台など)が必要になる場合もあります。
100分台の精度が必要な時は、機械加工やワイヤーカットなどを併用して精度を出す必要があります。
以上、一連の工程を経て、最初に見て頂いたオブジェが完成します。
ご覧頂いた通り、サポートの除去は非常に工数が掛かります。特に内部に出来たサポートは特に除去が困難です。
出来る限りサポートが付かない形状で造形をすることがポイントです。
金属積層造形のルール:2)応力による反り
応力による反りは、印刷後に造形品に溜まる残応力(物体内に残る力)が原因で発生します。
金属積層造形では、材料である金属粉に高温のレーザー光を照射し溶融させて積層造形します。冷たい金属粉に高熱のレーザー光を照射する為、造形品の内部に残応力が溜まります。
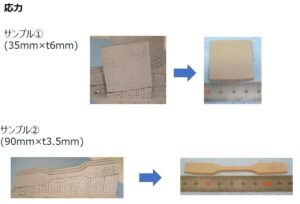
従って、サポート除去後に残応力が造形品に影響し「反り」が発生します下記は事例となりますが、底面の左右が斜め上に反り上がってしまいます。
質量が大きい造形品ほどその傾向が顕著に現れます。例えば豆腐のような四角く質量がある物体を造形した場合、底面が大きく反り上がります。
残念ながら現時点ではこの熱応力を完全に無くすことは出来ません。
しかし緩和をすることで、望む形状・寸法公差で造形することは可能です。
緩和の方法としては大きく3つあります。

①は造形後にサポートが付いたまま炉に入れて熱するという方法です。
熱することで残応力が造形品から放たれて、造形品の反りを回避することができます(熱した影響によりステンレス素材などは写真のような酸化皮膜が付く場合があります)。
②は金属3Dプリンターによっては、造形前に造形エリアを加熱する(温める)ことで、応力を緩和させる機能を持ったプリンターもありますが非常に高額です。
②の手段を取ることが難しい場合は、①の炉による熱処理と③の反りにくい設計を掛け合わせることで、反りにくい造形を実現するかがポイントになります。
金属積層造形のルール:3)湿度
金属粉末材料は湿度により造形品質が低下します。材料分の保管・造形時において湿度の管理(除湿)が必要になります。
また金属3Dプリンターを設置する部屋は、湿度を一定に保つ必要があります(アルミニウムの場合は常に湿度35%以下の環境である必要がありますが、部屋を全面改装した場合は費用が高額となります)。
金属積層造形のルールをまとめますと下記となります。
・造形時のルールとして「サポート」「応力による反り」「湿度」に気を付けなければならない
全体のまとめ
以上ご覧頂きありがとうございました。
最後に全体をまとめます。
金属3Dプリンターで造れるモノのまとめ
・「複雑形状」が造形可能(従来の金属加工では造形が出来なかった形状が造形できる)
・「中空化(=空間の設計)」が可能(部品の性能向上が実現できる)
・「一体化」が可能(コスト削減や部品の性能向上が実現できる)
金属積層造形のルールのまとめ
・造形時のルールとして「サポート」「応力による反り」「湿度」に気を付けなければならない
・
・
・
以上、ご覧頂きありがとうございました。
株式会社タカノ